Электрические подвесные магниты
Тяжелый, надежный и очень мощный. Подвесные электромагниты имеют глубоко проникающее магнитное поле и поэтому пригодны для потоков с очень толстым слоем. Требуется наличие блока управления. Магнит можно отключить для выполнения обслуживания или очистки.
- Требуется подвод электропитания
- Макс. высота установки 600 мм
- Для ленты шириной 800–1600 мм
- Переключаемый (электромагнит)
- Макс. толщина слоя 450 мм
Область применения
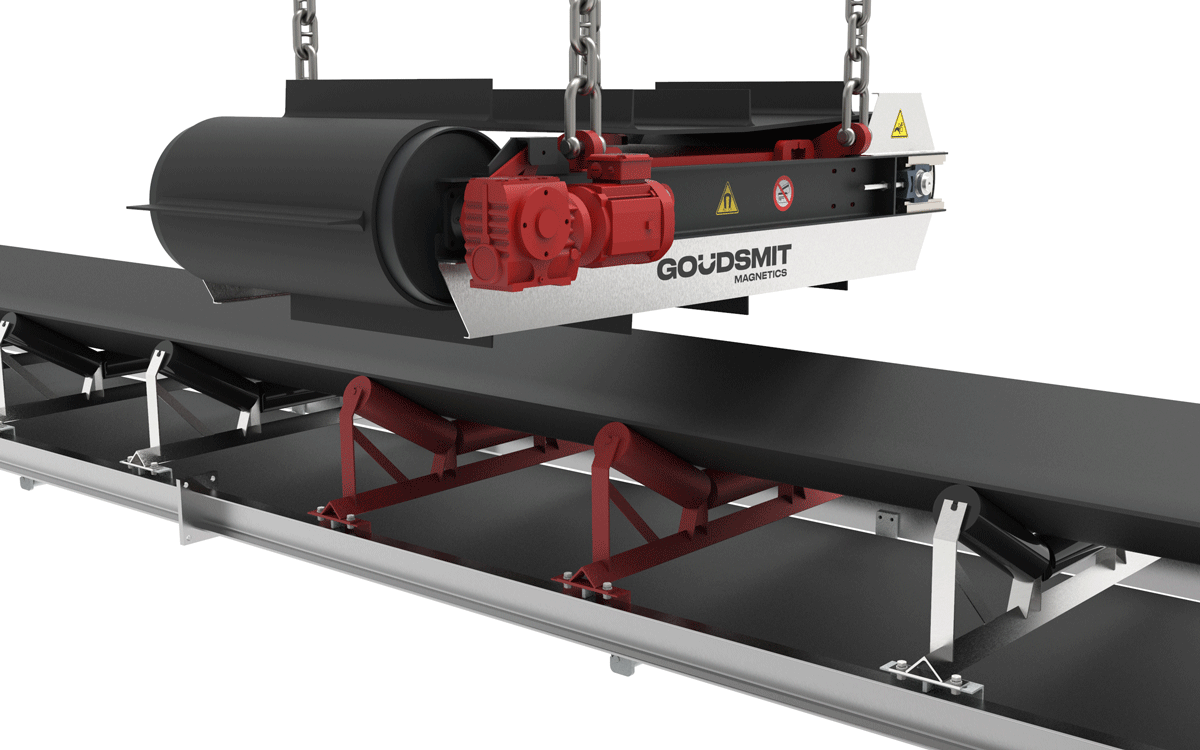
Подвесной магнит способен удалять или отделять большие объемы железа или стали и подвешивается над плоским или корытообразным конвейером. Этот тип магнита является самоочищающимся и непрерывно отделяет ферромагнитные частицы от потоков материала. Эффективность удаления железа подвесными магнитами колеблется от 70 до 90%. Это зависит от конструкции магнита, потока продукта и расположения. Подвесные электромагнитные сепараторы с автоматической самоочисткой годятся как для восстановления ферромагнитных частиц, так и для удаления примесей железа.
Электрические подвесные магниты обладают самым глубоко проникающим удерживающим полем и поэтому лучше других подвесных магнитов подходят для удаления стальных частиц из потоков материала с толстыми слоями. Недостатками являются более высокая потребляемая мощность и более высокий вес по сравнению с вариантами на перманентных магнитах.

Принцип работы
Скорость конвейерной ленты:
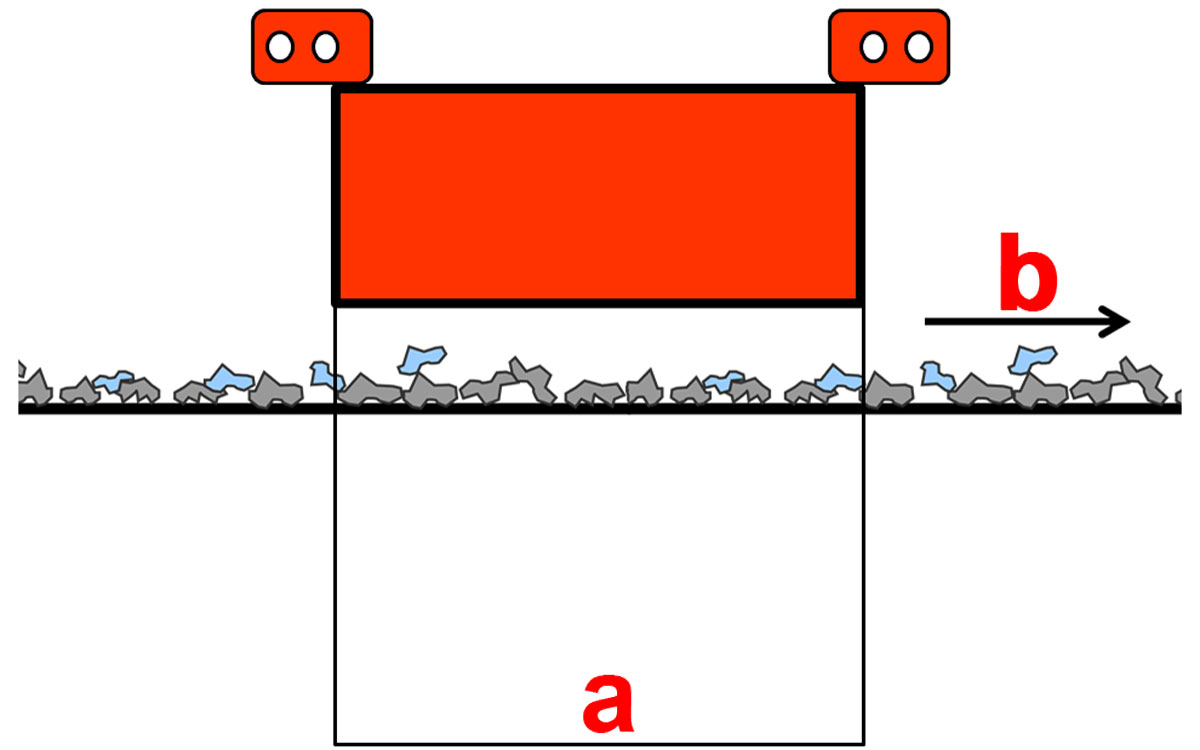
для удаления ферромагнитных частиц или частиц железа из потока материала они должны находиться в магнитном поле от 0,3 до 0,5 секунды, где они будут намагничиваться. Для достижения максимальной степени разделения важно оптимально подобрать размер магнитного блока (главного полюса) и скорость ленты. Это означает, что под узким подвесным магнитом конвейерная лента должна работать с меньшей скоростью (м/с), чем с более широким магнитом при той же высоте подвески. Максимальная скорость конвейерной ленты определяется по следующей формуле:
Максимальная скорость конвейерной ленты (b) = ширина блочного магнита(a)/0,3 (сек)
Рекомендуемая скорость конвейерной ленты (b) = ширина блочного магнита(a)/0,5 (сек)
Размещение над конвейерной лентой
Расстояние между магнитом и конвейерной лентой должно быть минимально возможным. Магнитная сила экспоненциально падает с увеличением расстояния. Тем не менее обеспечивается необходимое минимальное расстояние, чтобы резиновые клеммы надежно удаляли все ферромагнитные частицы из потока материала. Существует два способа использования/размещения подвесных магнитов: поперечный и продольный. В ассортименте компании Goudsmit есть магниты специальной конфигурации, оптимальные для обеих вариантов установки.
«Поперечный»
На практике поперечный способ расположения используется чаще всего, поскольку так проще установить магнит на уже существующую линию. Дополнительным преимуществом является отвод ферромагнитных частиц в сторону, что проще с точки зрения их дальнейшей технологической обработки.
«Продольный»
Если у вас есть возможность разместить подвесной магнит вдоль конвейерной ленты, этот вариант всегда предпочтительнее. Преимущество этого варианта в том, что транспортируемый материал «рассыпается» на конце конвейерной ленты (на магнитном шкиве) и поэтому на несколько миллисекунд оказывается во взвешенном состоянии в воздухе. В результате магнит легко отделяет ферромагнитные частицы от потока продукта.

Немагнитная зона
При установке магнита находящиеся под магнитом конструкции, такие как рама, опорные ролики и концевые ролики, должны быть изготовлены из немагнитного материала. Это связано с тем, что стальные детали намагничиваются, а это отрицательно сказывается на производительности сортировки подвесным магнитом.
Дополнительную информацию и общие правила см.: Немагнитная зона.