Obróbka strumieniowa na mokro
Obróbka strumieniowa na mokro to przyjazny dla środowiska mechanizm obróbki powierzchni w celu poprawy higieny powierzchni ze stali nierdzewnej. To bardzo pożądany mechanizm dla niektórych przepływów proszków w sektorze spożywczym.
Obróbka strumieniowa na mokro oraz EHEDG
Do obróbki strumieniowej na mokro używana jest mieszanina wody i ścierniwa.
Powierzchnia jest poddawana obróbce ciśnieniowej. Niezwykle poprawia to przyczepność. Dzięki temu powierzchnia ze stali nierdzewnej jest na przykład bardziej higieniczna niż wskutek polerowania.
Proces doskonale sprawdza się w urządzeniach stosowanych w przemyśle spożywczym, takich jak separatory magnetyczne. Sektor ten stawia bardzo wysokie wymagania dotyczące wykończenia. Weźmy na przykład pod uwagę przetwarzanie proszków.
Obróbka strumieniowa na mokro zapewnia:
- znaczną redukcją wzrostu bakterii i zanieczyszczenia mikrobiologicznego w procesie produkcji;
- optymalną odpornością na korozję;
- znaczną poprawą zdatności do czyszczenia.
Wytyczne branżowe
Obróbka strumieniowa na mokro spełnia wytyczne branżowe.
Obróbka strumieniowa na mokro sprawia, że separatory magnetyczne są idealnym rozwiązaniem dla przemysłu spożywczego. Separatory magnetyczne Goudsmit Magnetics są zgodne ze wszystkimi normami branżowymi, takimi jak EN1672-2, EN ISO14159, 2006/42/WE, (EG)1935/2004 i EHEDG.
Szafa do higienicznej obróbki strumieniowej na mokro w Goudsmit Magnetics została zbudowana przez firmę Rössler i opracowana we współpracy z TNO, holenderską organizacją ds. badań stosowanych. Jest używana tylko z produktami Goudsmit.
Porównywalnymi procesami są Purefinish (opracowany przez firmę Rössler) oraz proces higienicznej obróbki powierzchni (opracowana przez firmę The Stainless Solutions Group) i Viwateq.
Badania TNO
Wyniki ostatnich badań TNO pokazują, że to nie wartość chropowatości powierzchni (Ra), ale raczej indeks retencji zabrudzeń (SRI) jest czynnikiem determinującym ile materiału się odkłada.
Jest to kluczowa wartość dla całej powierzchni. Im niższe SRI, tym mniejsza przyczepność i mniejsze pozostałości produktu.
Według TNO niektóre bakterie lepiej przylegają do szczególnie gładkich powierzchni (wartość Ra ≤ 0,2 µm). Dlatego w higienicznym procesie obróbki strumieniowej na mokro „zbyt gładka powierzchnia” jest lekko chropowacona — tak, aby idealnie spełniała wyznaczone właściwości. Końcowa wartość Ra wynosi około 0,3 do 0,6 µm.
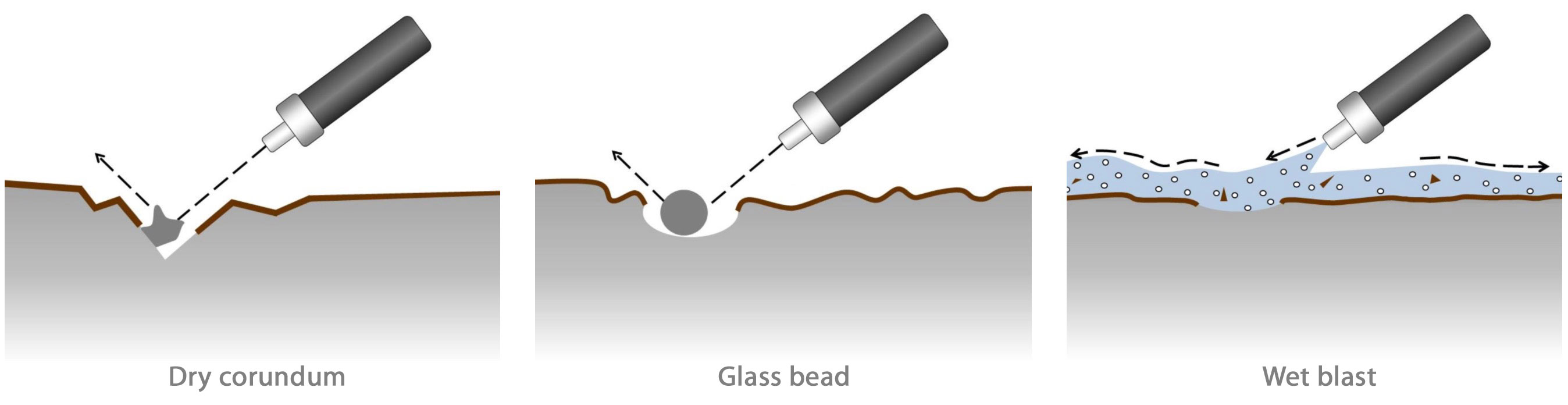
Obróbka strumieniowa na mokro w porównaniu do obróbki strumieniem ścierniwa na sucho
Porównanie obróbki strumieniowej na mokro i na sucho
W czasie obróbki strumieniem ścierniwa na sucho — na przykład perełkami szklanymi — działanie ścierniwa w rzeczywistości uszkadza powierzchnię. Prowadzi to do oczyszczenia powierzchni, ale z powodu otwartej struktury po obróbce jest ona narażona na zarysowania, korozję i przyleganie zanieczyszczeń.
Obróbka strumieniowa na mokro jest dużo łagodniejszym procesem niż obróbka strumieniem ścierniwa na sucho. Do obróbki strumieniowej na mokro używa się drobniejszych materiałów ściernych. Amortyzujący efekt wody bardziej równomiernie rozprowadza siłę uderzenia. Zapewnia to znacznie bardziej równe wykończenie o zamkniętej strukturze. Podczas ekologicznej obróbki we wskazany sposób nie są używane żadne szkodliwe dla środowiska środki chemiczne.