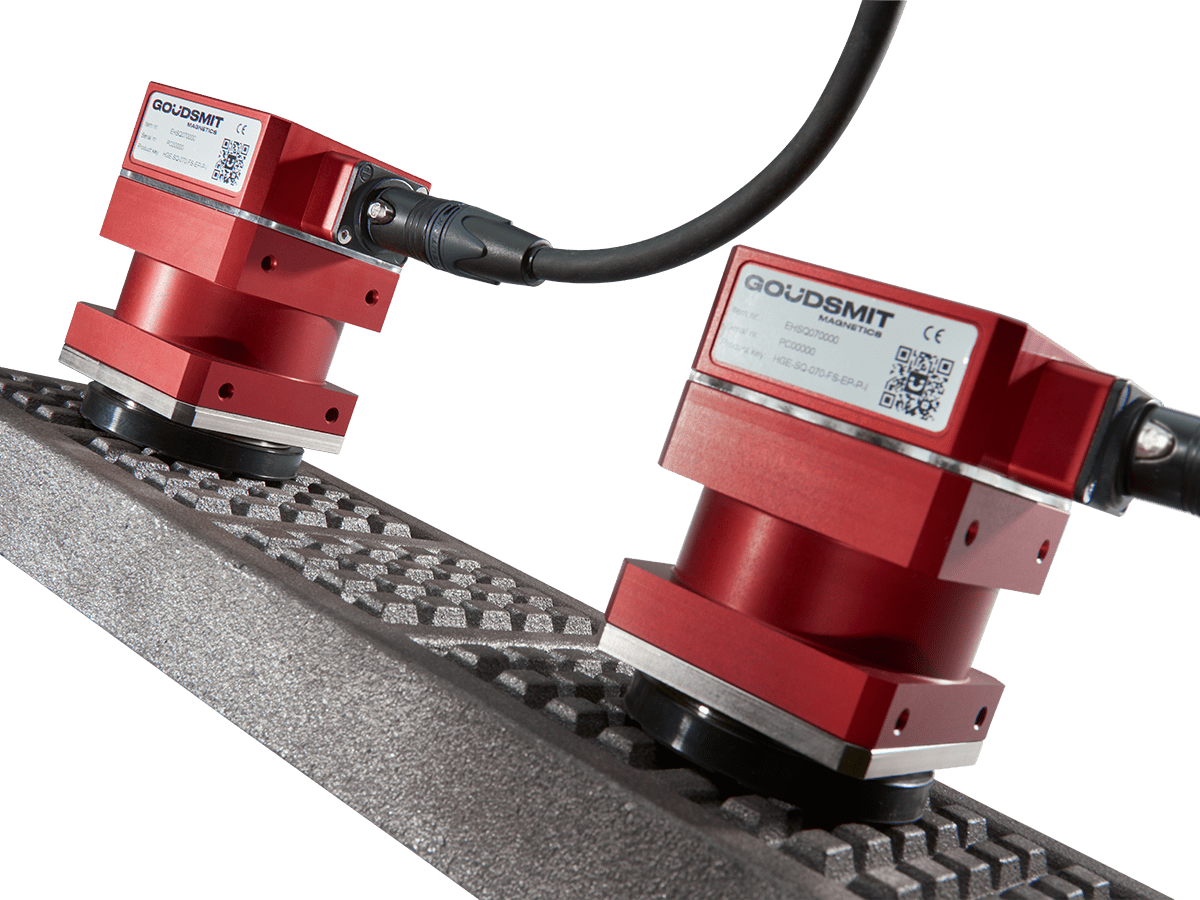
Electronic magnetic grippers
Electromagnetic E-grippers help to handle your ferromagnetic workpieces safely, efficiently and durably. In a smart production environment, speed and precision are basic requirements for magnetic grippers or end effectors. In addition, energy efficiency and safety are very important.
- Handle complex and heavy ferromagnetic workpieces
- In control through smart sensory feedback
- Durable design, no moving parts
- Fail-safe through bistable design
- Holding force up to 2160 N
End of arm tooling
Magnetic E-grippers are the perfect end of arm tooling for demanding applications requiring speed, precision and sensory feedback. For example, robots charged with loading and unloading systems such as bending cells, laser welding and cutting tables or CNC and punching machines.
Switching is done by electronically switching the magnetic poles. This way, the E-gripper grips a workpiece or releases it. This bistable design ensures that workpieces remain attached to the gripper, even in the event of a power failure.
An ideal EOAT (End of Arm Tooling) for workplace automation where there are no compressed air systems. The innovative E-gripper works efficiently with a 24 V DC power supply and requires only 100 W for electrical switching – within 350 milliseconds. These fast cycle times significantly increase your productivity. The absence of moving parts makes the E-gripper exceptionally durable, and easily capable of 10 million switchings.
Switching and control of the E-gripper
With the instructions in the supplied installation manual, connecting an E-gripper is easy. You only use one cable, for both the power supply and the logic signals to the PLC. The manual also explains the different states or modes the E-gripper can be in.
Goudsmit E-grippers are equipped with sensors for functions such as:
- on/off detection – to inform the PLC what state the gripper is in
- product presence detection – to check whether the gripper is holding a workpiece
- temperature readout.
Lifting force factors
The E-gripper is designed for handling all types of ferromagnetic products and workpieces. The holding force depends on the magnetic properties and the chemical composition of the material to be handled. Compared to low-carbon steel, the lifting force can be lower with other metals, please see the overview below.
Material / Efficiency
- Non-alloy low-carbon steel (<0.3% C) such as Fe 360 Fe 510: 100%
- Non-alloy carbon steel (0.3 – 0.5% C) such as C15, C45: 80 – 90%
- High-carbon (0.5 – 1.8% C) alloy tool steel: 70 – 80%
- Magnetic stainless steel (ferritic, martensitic) such as AISI430: 60 - 75%
- Cast iron (>1.8% C): 45 – 50%
- Nickel: 10%
- Stainless steel AISI304: 1 - 3%
- Austenitic stainless steel such as AISI316, brass, aluminium, copper: 0%
In addition to the workpiece material, these factors also reduce the holding force:
- An air gap between workpiece and E-gripper. Non-magnetic surface layers such as coatings, foil, rust, dirt, but also rough surfaces lead to an air gap and reduced holding force.
- Contact surface. When the workpiece is in full contact with the magnetic poles, the maximum holding force is reached. With partial coverage or reduced contact, for example because the workpiece is perforated or hard to touch, the holding force decreases.
- Thickness of the workpiece. Thin sheet material becomes magnetically saturated, so that the magnetic field cannot be fully utilised and the holding force decreases.
- Temperature. Both a higher ambient temperature (>30°C) and a higher product temperature (40 - 80°C) reduce the magnetic force. Frequent switching (>4 cycles/min) also heats up the internal magnet system.
- Acceleration forces. When the workpiece moves quickly, acceleration forces can negatively affect the holding force. Always ensure that the acceleration forces on the workpiece are significantly lower than the holding force.
- Stiffness or flexibility of the load. Long or flexible loads can sag. The deflection effect on the magnet significantly reduces the holding force. Provide enough magnetic grippers at multiple gripping points to prevent sagging. Also provide a flexible suspension of the magnetic grippers to absorb the deflection.
Do you have doubts about the conditions and the possible limitation of magnet and holding force? Additional testing or contacting our specialists will give you assurance.